
AH公司2500t/d熟料生产线,2017年回转窑台时在120t/h,日产量在2880吨左右,熟料标准煤118kg/tcl,熟料3天强度28.5 Mpa,28天强度平均为50 Mpa,发电功率为3700Kw/h左右。
2017年底该公司委托山东棱角建材科技有限公司(以下简称棱角公司)对熟料生产线提供改造方案,主要目的是解决熟料煅烧质量问题。棱角科技接手任务后对窑系统进行了全面热工标定,在此基础上提供了系统性完善技改方案,并于年底检修期间顺利完成改造工作,2018年3月15日投料生产,同时由棱角公司委派专业技术人员到现场进行调试。经过短时间的生产调试各项指标全面达到并超出预期效果。
改造运行后,熟料平均日产量逐步由3000吨加产到3250吨(受生料磨台时产能限制,熟料还有提产空间),熟料标准煤耗调试当月为112kg,后期稳定在106kg/tcl以内,熟料综合电耗降低6Kwh/tcl,熟料3天强度平均32Mpa,平均提高3.5MPa,发电功率提升至4000Kw/h以上,水泥磨PC425产量由180t/h提升至200t/h以上,煤磨产量也提高了5吨左右。一级筒收尘效率由92%提高到了95%,分解率由92%提高到95%。
改造前系统问题主要在系统煤耗、电耗相对偏高,熟料强度、易磨性能较差等指标影响水泥磨料耗、电耗及台时、发电量低。
1、分解炉燃烧效果差。
2、篦冷机热效率低、热风利用不合理。
3、C1级旋风筒分离效率低。
4、煤磨旋风筒选粉效率低,收尘效果不好、煤磨热风烘干能力差,煤磨台时低、水份高。
5、各级预热器翻板阀和撒料箱使用效果差,内漏风严重。
2017年10月份棱角公司对该公司进行系统全面热工标定并提供技改方案如下:
1、改造三次风管道入分解炉的位置和角度。
2、鹅颈管弯头技改降阻,减少积料,降低系统阻力。
3、针对C1旋风筒分离效率低,增加双级锁风微动阀。
4、更换棱角公司C1、C2、C3、C4锁风阀,其中,C2、C3、C4更换为棱角公司的可调节式广角撒料箱。
5、篦冷机系统改造,更换棱角公司低阻力篦板,增加热盾装置提高发电量。
6、改造煤磨热风取风管道及旋风收尘器。
7、利用原已经废弃的燃烧器进行局部改造,改为大推力结构。

左图:热盾装置 右图:第一代广角冲力可调式撒料器

第一代微动锁风阀(小丑阀)
经过系统性的改造运行调试,各项指标达到甚至超出了改造预期,取得了全面的成功,各项指标大幅提升,改造前后数据对比如下:
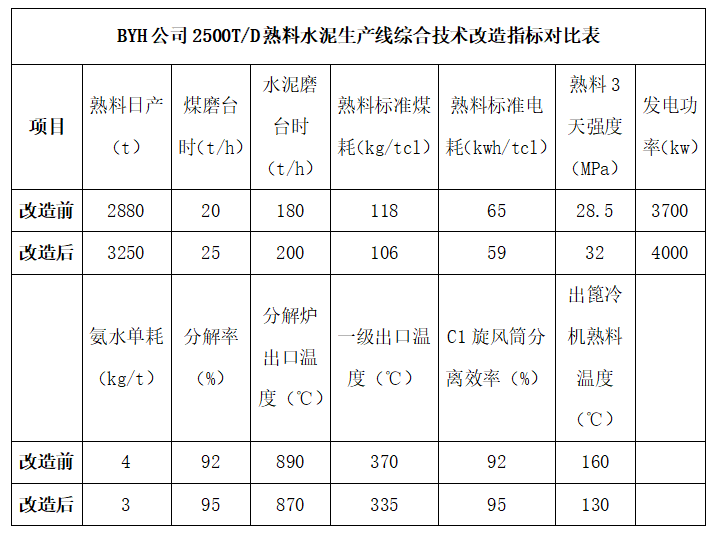
综合以上指标,在棱角公司系统改造和专业服务调试后,AH公司2500t/d的熟料生产线技改取得全面成功,不但一举彻底解决了困扰该企业多年的数量质量问题,又同步全面提升了各项生产技术指标,为客户创造了客观的经济效益。

技改前画面
技改后调试期间画面










